



为了给您提供更的桩基声测管择优产品信息,我们上传了的产品视频。看视频,选购不迷路。
以下是:桩基声测管择优的图文介绍
宝益德钢管有限公司(龙沙分公司)座落在;公司占地面积50余亩,厂房建筑面积7000多平方米。分别有涂塑车间、挤出车间、复合车间、注塑车间和仓库。公司注重人才的管理和培养,以人为本,科学发展的宗旨。
本公司已完成GB/T19001-2000IDT ISO9001:2000质量管理体系认证。严格执行CJ/T120-2008.CJ/T136-2007产品标准,公司始终坚信没有好的产品质量没有企业的生存和发展,每道工序都有相应的检验员控制。公司主营产品(齐齐哈尔龙沙) 本地 声测管。 以客户为重,让我们服务于每一位客户,能及时与客户沟通听取客户反馈的意见和建议。及时解决客户在产品使用过程中的问题,是我们每一位员工的责任。为保证供货的即使和客户的需要,公司实行24小时生产,每月月产量1600多吨。满足了客户的需要和工地工期紧及时安装的问题。 面对快速发展的管道防腐行业,潞沅公司将继往开来,发扬“与时俱进,追求超卓”的潞沅精神,凭借优良的产品质量、完善的服务体系,以市场化、多元化的经营理念开拓发展,创造出更加辉煌灿烂的明天。


注浆管安装关键施工工艺流程:台模加工、安装一注浆管加工一弹簧钢筋骨架、网片绑扎一注浆管及安装预埋预留一侧模安装一工序验收一混凝土浇筑一混凝土养万方数据厚为确保台模的整度,钢板接缝焊缝应均匀。 1.每块台模就位时将蒸汽探头等敷设在台摸底部,安装就位后调整靠模。根据实际需求安装1200m两侧成型好的钢筋应进行升类摆放井做好标识。 2.注浆连接钢筋a径小于等于16时,连接钢筋a径大于16。 3.根据构件,将弹簧骨架注浆管切割下料。切割面必颁平繁、无毛刺。其平段长度必须≥连接钢筋措接、注浆管弯曲过程中不褂小现注浆管内径压辅、裂隙等现象注紫m与fl装忤成45-56.




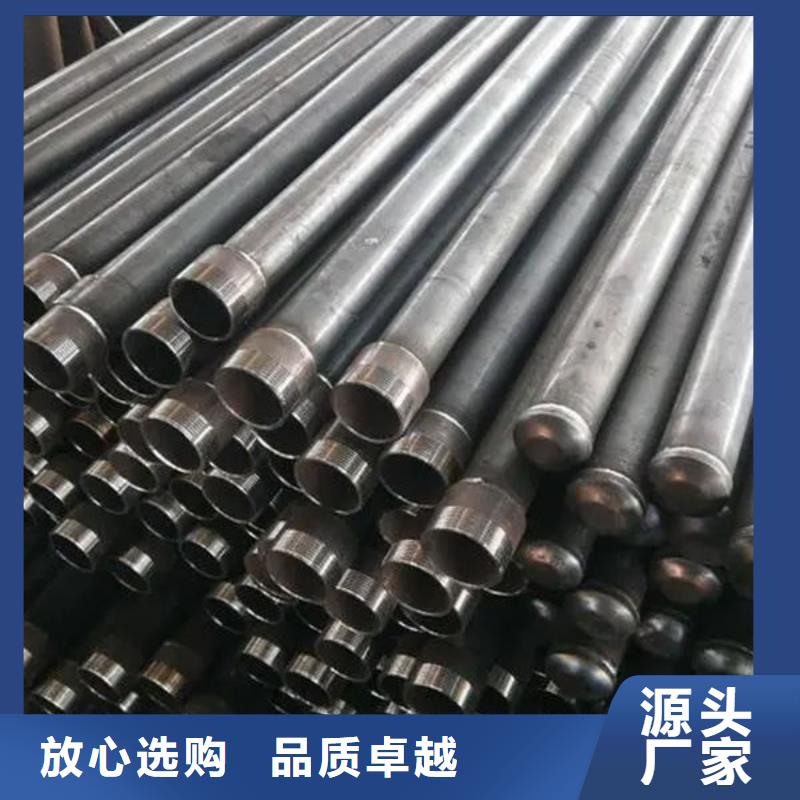
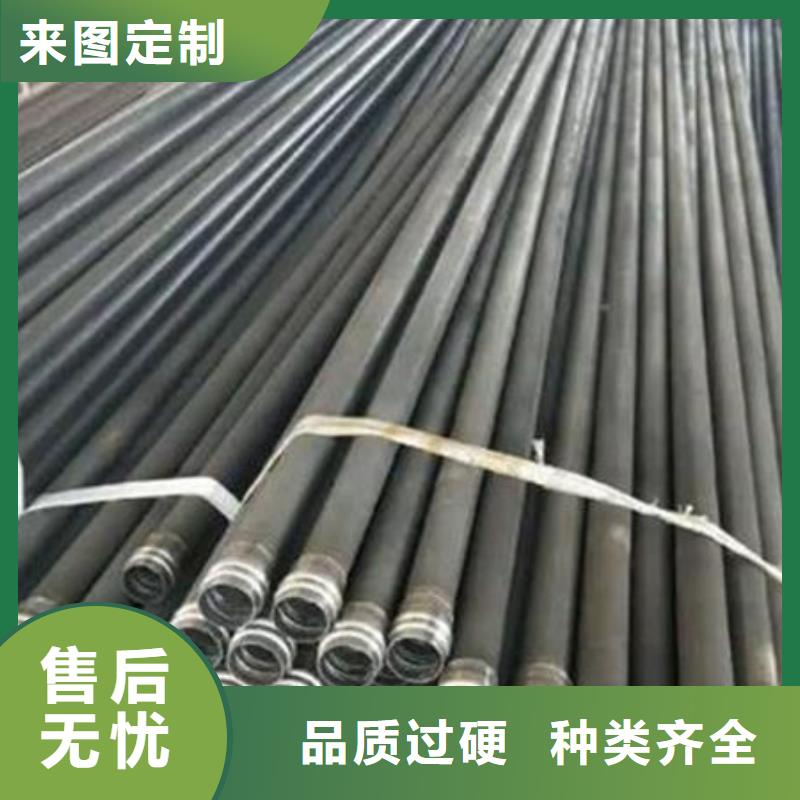
焊管工艺流程 原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。 产品特点 直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。


声测管的其他用途 声测管除了用作检测通道及取代一部分钢筋截面外,还可作为桩底压浆的管道。试验证明,经桩底浆处理的灌注桩,可大幅度提高其承载力。同时声测管还可作为事故桩缺陷冲洗与压浆处理的管道,这时需采取措施把需压浆的缺陷部位的管道打穿。 超声波透射法检测,对声测管总体的要求是:接头牢靠不脱开,密封不漏浆;管壁平整不打折,平顺无变形;管体竖直不歪斜;管内畅通无异物。 当声测管材料或安装工艺较差时,可能造成漏浆、堵管、断裂、弯曲、下沉、变形等事故的发生,对超声波透射法进行桩基完整性检测产生较大影响,甚至于无法进行超声波透射法检测。



